Digital Print Deinking — Overview
Printing digitally has many advantages such as reducing overprint, accuracy, no storage costs and many more.
But some digital printing processes also have disadvantages compared to conventional offset and gravure printing: They lack good deinkability in the paper mill. Even small amounts of these undeinkable prints can have a big effect in the mixture that a paper mill processes every day.
INGEDE tries to inform all members of the paper chain about these problems. INGEDE also tries to cooperate with printer manufacturers to provide them with the necessary background in order to contribute to the development of better deinkable printed products. INGEDE also frequently participates in conferences, organizes seminars and has set up the Digital Round Table as a constructive cooperation.
![]() INGEDE Actions in digital print deinking
INGEDE Actions in digital print deinking
![]() Publications dealing with digital print deinking
Publications dealing with digital print deinking
![]() Digital Round Table dealing with digital print deinking
Digital Round Table dealing with digital print deinking
![]() How it began: INGEDE/CTP Workshop in 2001
How it began: INGEDE/CTP Workshop in 2001
![]() INGEDE supports Master Thesis about deinkability of digital prints
INGEDE supports Master Thesis about deinkability of digital prints ![]()
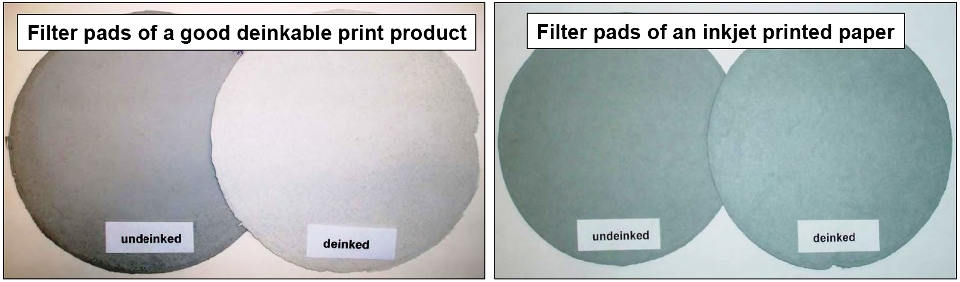
Paper recycling and deinking: The basic facts are simple
Deinking is the key process in paper recycling. Hydrophobic (water-repellent) ink particles are separated from hydrophilic (water-wettable) fibers. This process has been developed for offset and gravure inks which are roughly more than 95 % in the current recovered paper mixture.
Different printing processes can neither be sorted apart manually than automatically. This is what happens with the household collection: Board, plastic, dirt and other impurities and unwanted papers are removed.


In the paper mill, the sorted recovered paper is dissolved in water in a long drum or in a pulper. Screens separate large contaminants. During the pulping, chemicals like caustic soda (NaOH) and soap are added to make the fibres swell and support detachment of ink particles.


During the flotation process, air is blown throw the mixture of about 1 % fibres and 99 % water. The bubbles take hydrophobic (water-repellent) ink particles with them and bring them to the surface where they are skimmed off. This is repeated in several consecutive steps to remove as many ink particles as possible, achieving the desired brightness.


Current waterbased inks create problems as they cannot be removed in this process and accumulate in the system. Closing the water-loops is the major environmental achievement of the paper industrie in the last two decades, at least in Europe. Here dyes and ink particles too small to be removed have no other exit than the fibers: They stain them just as red socks dye the underwear in the washing machine. This is not only the case for inkjet inks but also for undeinkable flexo inks that the paper mills have been struggling for more than 20 years.

Solution for inkjet: to create a precipitation
One way to solve this problem has already been demonstrated by HP: The Web Press which was presented at drupa 2008 used an experimental ink system where a ‘bonding agent’ led to a precipitation of a special pigmented ink on to of the paper fiber network rather than bleeding into it. The windfall profit is perfect deinkability. As it looks now, only pigmented inks provide the chance for a solution that matches the deinking process, for dyes this is improbable. Unfortunately, the samples presented at drupa 2008 were only experimental and the bonding agent technology offered now is not deinkable. HP also looks at other ways to improve the deinkability. Other ink and inkjet suppliers in the meantime have developed better deinkable inks. More ...
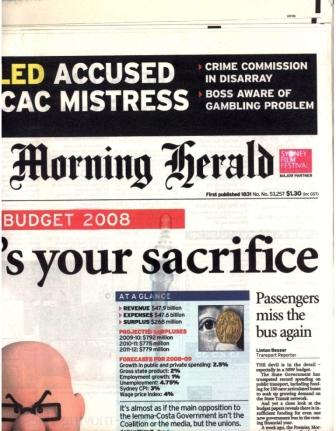 Current inkjet: Even small amounts can create problems. It is unlikely that e. g. waterbased inkjet printed newspaper will be evenly distributed among the total paper collection, so mere percentages are irrelevant. If only one neighbourhood is supplied with an inkjet printed newspaper, the household collection from here will not only be useless for recycling but a significant problem if it mixes with other, originally deinkable paper. The same would be true for a high-volume transpromo
Current inkjet: Even small amounts can create problems. It is unlikely that e. g. waterbased inkjet printed newspaper will be evenly distributed among the total paper collection, so mere percentages are irrelevant. If only one neighbourhood is supplied with an inkjet printed newspaper, the household collection from here will not only be useless for recycling but a significant problem if it mixes with other, originally deinkable paper. The same would be true for a high-volume transpromo mailing. Already the paper industry has problems with a variety of small contaminations, e. g. from SOHO inkjet printers, leading to a rising background of brightness problems in the mills.
mailing. Already the paper industry has problems with a variety of small contaminations, e. g. from SOHO inkjet printers, leading to a rising background of brightness problems in the mills.
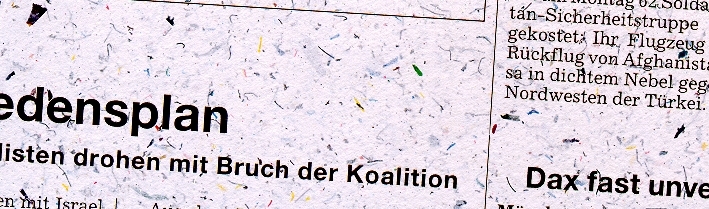
Left: Sample of an waterbased inkjet printed newspaper from drupa 2008 with one drop of water
Right: Inkjet prints lare like a sponge full of ink – they bleed into the circulation water of the paper mill (click pictures to enlarge)
Recent developments comfirm that it is possible to develop inkjet printing systems that are good deinkable (more about deinkable inkjet).
For completely different reasons, current liquid toner (Indigo) prints fail to pass INGEDE's deinkability test. They leave large, visible dirt specks (photo composition showing the size of the specks below) resulting from the very flexible ink film that peels off the paper. In general, in a mill it requires additional energy and leads to significant fiber losses to reduce the number of dirt specks coming into the recycling process from various sources. INGEDE discusses this with HP.
Too many dirt specks from liquid toner — severe damage at German paper mill
In August 2010, for the first time liquid toner prints caused significant damage in a German paper mill. More than 140 tons of new paper had to be dumped after overprint from a photo book printer had gotten into the raw material of Europe's most sophisticated deinking paper mill, operating a two-loop flotation plant with two dispergers at high energy input to produce premium quality recycled paper. By accident, this mill trial proved that liquid toner prints cannot be deinked even in the best plants, they should be kept out of recovered paper for deinking and directed only towards board production. Read the full story here.
HP's trial with Greenfield mill is no example for other mills
In late 2011, HP published results of a deinking trial with Arjowiggins' Chateau Thierry Greenfield mill. This mill was able to process a mixture containing 5 % of Indigo prints (coverage and other details were not released). Due to the fact that this mill produces a special pulp with very high brightness, using special equipment and accepting high losses, this mill is unique and in no way an example for the European paper industry. On the contrary, this trial confirms that Indigo prints can only be deinked under very special process conditions that are neither ecological nor economical for a standard deinking plant.
Despite all claims by HP, Indigo prints are more a laminate than a print — the elastic polyethylene film cannot be removed sufficiently in the recycling process. Therfefore Indigo overprint has to be carefully kept separate from other paper for recycling and is only suitable for board production.
The new liquid toners developed by Xeikon are different: They constist of polyester which is brittle and as good removeable as dry toner (see also INGEDE press release).
Dry toners for about 20 years have been good deinkable at least for production size printers. It was just the old slow SOHO printers which, at low speeds, literally ironed the toner resin into the fiber network, attaching pigment particles firmly to the fibers from which they were difficult to remove. This has improved dramatically with the speed of the printers. And the output of today’s dry toner production printers is mostly even better deinkable than offset newspapers.
After HP at drupa 2008 had claimed liquid toner to be as good deinkable as dry toners, INGEDE ran additional tests with the same test file on paper from the same reel showing that this is not the case (see also INGEDE Press Release).
This chart shows the results of a comparative deinking study: The number of specks found according to INGEDE Method 11 is much higher for liquid toner than for dry toner samples – no matter which lab pulper used.
INGEDE Method 11 has been developed to compare the deinkability of different printed products and to rate the challenge a printed product means to a standard deinking plant. It simulates the two important steps of deinking – detachment of the ink from the fibers and ink removal from the system. It does not simulate the full process in a deinking plant. This would not make sense as a deinking plant includes several steps to cope with present impurities such as a disperser to reduce dirt specks. The presence of these units cannot be taken as an excuse to challenge them so they cannot be included into the evaluation of the deinkability of a print product.